Den ënnerdaachte Bogenschweißprozess ass déi idealst Wiel an de wichtegen Uwendungsberäicher vu Pipelines, Drockbehälter a Panzer, Streckfabrikatioun a grousse Bau.Et huet déi einfachst Single Drot Form, duebel Drot Struktur, Serie duebel Drot Struktur a Multi Drot Struktur.
D'Ënnerdaach Bogen Schweess Prozess kann Benotzer a ville Schweess Applikatiounen profitéieren, aus verstäerkte Produktivitéit zu verbessert Aarbechtskonditiounen ze konsequent Qualitéit a méi.Metallfabrikatiounsanlagen, déi drun denken, Ännerunge fir den ënnerdaachte Bogenschweißprozess ze maachen, sollten un déi vill Virdeeler denken, déi aus dësem Prozess kënne gewonnen ginn.
Basis Kenntnisser vun ënnerdaach Arc Schweess
Den ënnerierdesche Bogenschweißprozess ass gëeegent fir schwéier industriell Uwendungsfuerderunge vu Päifen, Drockbehälter a Panzer, Lokomotivkonstruktioun, schwéier Konstruktioun / Ausgruewung.Ideal fir Industrien déi héich Produktivitéit erfuerderen, besonnesch déi mat Schweißen vu ganz décke Materialien, déi immens vum ënnerdaachte Bogenschweißprozess profitéiere kënnen.
Seng héich Oflagerungsquote a Reesgeschwindegkeet kënnen e wesentlechen Impakt op d'Produktivitéit, d'Effizienz an d'Produktiounskäschte vun den Aarbechter hunn, wat ee vun de Schlësselvirdeeler vum ënnerdaachte Bogenschweißprozess ass.
Zousätzlech Virdeeler enthalen: Schweißen mat exzellenter chemescher Zesummesetzung a mechanescher Eegeschaften, minimaler Bogenvisibilitéit a gerénger Schweessdamp, verbessert Aarbechtsëmfeldkomfort, a gutt Schweißform an Zehlinn.
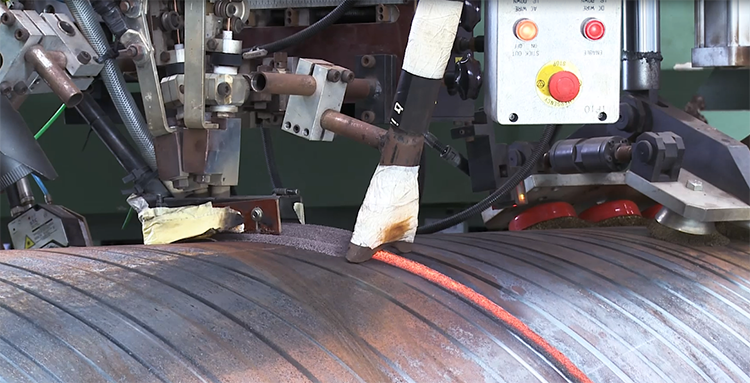
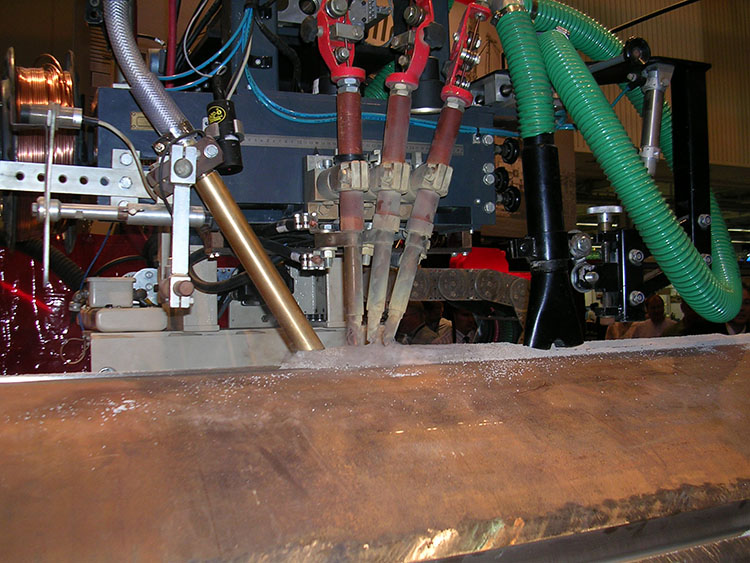
Submerged Arc Schweess ass en Drot Fütterungsmechanismus deen e granuläre Flux benotzt fir de Bogen vun der Loft ze trennen.Wéi den Numm et scho seet, ass de Bogen am Flux begruewen, dat heescht datt wann d'Parameteren gesat ginn, de Bogen onsichtbar ass mam Flux vun enger spéiderer Fluxschicht.
Den Drot gëtt kontinuéierlech vun enger Fackel gefüttert, déi laanscht d'Schweiß beweegt.Arc Heizung schmëlzt e Sektioun vum Drot, en Deel vum Flux an dem Basismaterial fir e geschmollte Pool ze bilden, dee kondenséiert fir e Schweess ze bilden, deen mat enger Schicht vu Schweessschlacken bedeckt ass.
D'Dickebereich vum Schweißmaterial ass 1/16 "-3/4", wat 100% Pénétratiounsschweißen duerch Single Pass-Schweißen ka sinn, wann d'Mauerdicke net limitéiert ass, kann et Multi-Pass-Schweißen sinn, a passend ausféieren Pre-Behandlung Auswiel vun der Weld, a wielt déi entspriechend Drot Flux Kombinatioun.
Flux an Drot Auswiel
D'Auswiel vun de richtege Flux an Drot fir e bestëmmten ënnerdaachte Bogenschweißprozess ass kritesch fir déi bescht Resultater mat deem Prozess z'erreechen.Och wann den ënnerdaachte Bogenschweißprozess eleng effizient ass, kënnen d'Produktivitéit an d'Effizienz erhéicht ginn och op Basis vum Drot a Flux benotzt.
De Flux schützt net nëmmen de Schweesspool, mee dréit och zur Verbesserung vun de mechanesche Properties an d'Produktivitéit vum Schweißen bäi.D'Formuléierung vu Flux ass e groussen Afloss op dës Faktoren, beaflosst d'Stréimungskapazitéit an d'Schlackverëffentlechung.Aktuell Droenkapazitéit bedeit datt déi héchst méiglech Oflagerungseffizienz an héichqualitativ Schweessprofil kritt kënne ginn.
D'Schlackverëffentlechung vun engem bestëmmte Flux beaflosst d'Fluxauswiel, well e puer Fluxe besser fir e puer Schweißdesign passen wéi anerer.
Flux Selektiounsoptioune fir ënnerdaach Bogen Schweess enthalen aktiv an neutral Zorte vu Schweess.E Basisdifferenz ass datt den aktive Flux d'Chemie vum Schweiß ännert, während den neutralen Flux net.
Aktive Flux ass charakteriséiert duerch d'Inklusioun vu Silizium a Mangan.Dës Elementer hëllefen d'Schweißkraaftkraaft bei héijen Hëtztinput z'erhalen, hëllefen d'Schweißen glat ze bleiwen op héije Reesgeschwindegkeet a suergt fir eng gutt Schleckverëffentlechung.
Am Allgemengen kann aktive Flux hëllefen de Risiko vun enger schlechter Schweessqualitéit ze reduzéieren, wéi och deier Post-Schweißreinigung a Rework.
Bedenkt awer datt den aktive Flux normalerweis am beschten ass fir eenzel oder duebel Schweißen.Neutral Fluxe si besser fir grouss Multi-Pass-Schweißen, well se hëllefen, brécheg, knackenempfindlech Schweißen ze vermeiden.
Et gi vill Drotoptiounen fir ënner Waasserschweißen, jidderee mat Virdeeler an Nodeeler.E puer Drot si formuléiert fir Schweißen bei méi héijen Hëtztinputen, anerer si speziell entwéckelt fir Legierungen ze hunn, déi de Flux hëllefen d'Schweiß ze botzen.

Bedenkt datt d'chemesch Eegeschafte vum Drot an d'Wärmeinput-Interaktioun d'mechanesch Eegeschafte vum Schweess beaflossen.D'Produktivitéit kann och staark verbessert ginn andeems Dir Metallauswiel ausfëllt.
Zum Beispill, d'Benotzung vun engem Metal-coreed Drot mat engem ënnerdaach Arc Schweess Prozess kann d'Effizienz vun der Oflagerung vun 15 ze 30 Prozent am Verglach mat engem festen Drot Erhéijung, iwwerdeems och e méi breet, shallow Pénétratioun Profil.
Wéinst senger héijer Reesgeschwindegkeet reduzéiert de metallesche Kärdrat och d'Hëtztinput fir de Risiko vu Schweessverzerrung a Verbrennung ze minimiséieren.Wann Dir Zweifel hutt, konsultéiert de Füllmetallhersteller fir ze bestëmmen wéi eng Drot- a Fluxkombinatiounen am Beschten fir eng bestëmmte Applikatioun sinn.
Post Zäit: Jun-27-2023